Ваша корзина пуста
Главная страница блога
3:21 PM Силиконовые клише | |
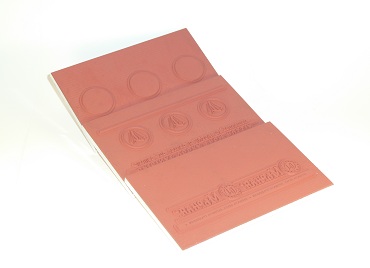 Силиконовые клише предназначены для печати на пластиковых тубах для парфюмерных и косметических изделий. Конструктивно силиконовые клише состоят из самого клише и металлической (дюралевой) подложки. Основными особенностями этих клише для горячего тиснения являются мягкость и эластичность: на месте оттиска не остается углубления. Этот факт связан с тем, что при тиснении силиконовые клише не вдавливают фольгу в материал, а благодаря своей эластичности сильно прижимают фольгу к тиснимому материалу, обтекая все его неровности. Такое свойство клише часто необходимо при печати на пластиках, но при тиснении на бумагах остаются следы волокон, пыли и другие неровности, которые не пропечатываются или создают ненужный рельеф. В связи с этим свойством силиконовых клише они не используются при тиснении бумаг и картонов. Другая особенность тиснения силиконовыми клише ─ температура. В связи с невысокой теплопроводностью силикона (в сравнении с металлами) температура нагрева металлической подложки клише составляет порядка 260 гр. С, а на рабочей поверхности клише температура составляет 200─220 гр. С (при тиснении металлическими клише температура тиснения составляет 80─160 гр. С). Угол рельефа у силиконовых клише аналогичен металлическим и составляет 10─30 гр. Тиражестойкость силиконовых клише в среднем составляет 150 тыс. отт. Технология изготовления силиконовых клише Силиконовые клише изготавливают методом вулканизации силикона в металлическую форму (матрицу) под давлением и при нагреве. Технология изготовления силиконовых клише методом вулканизации 1. Методом гравировки изготавливается магниевая или латунная форма. Выбор металла для матрицы зависит от необходимых прочностных характеристик формы. Рабочие поверхности клише должны быть как можно более гладкими, поэтому соответствующие им части формы полируют на гравировальной машине особенно тщательно. На краях формы делают пропилы для вывода лишнего силикона. Обычно, чем больше размеры формы и чем более она вытянута, тем большие нагрузки на нее воздействуют при изготовлении клише. Соответственно, для изготовления больших и вытянутых форм используется латунь, а остальные формы делают из магния. 2. В форму силикон закладывают в несколько слоев, а сверху прикладывают дюралевую подложку будущего клише. В прессе с нагреваемой прижимной плитой производят вулканизацию силикона в форме. Далее клише вынимают и проверяют его качество. | |
|
Категория: Гравирование |
| |